
- casa
- >
- produtos
- >
- Moldes Domésticos
- >
- Modelagem por injecção plástica da cesta de lavanderia


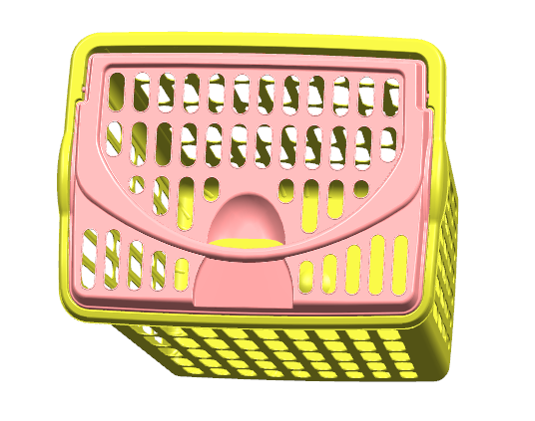
Modelagem por injecção plástica da cesta de lavanderia
Marca :Focare
A Origem do Produto :China
O tempo de entrega :60 dias
A capacidade de abastecimento :500 moldes por ano
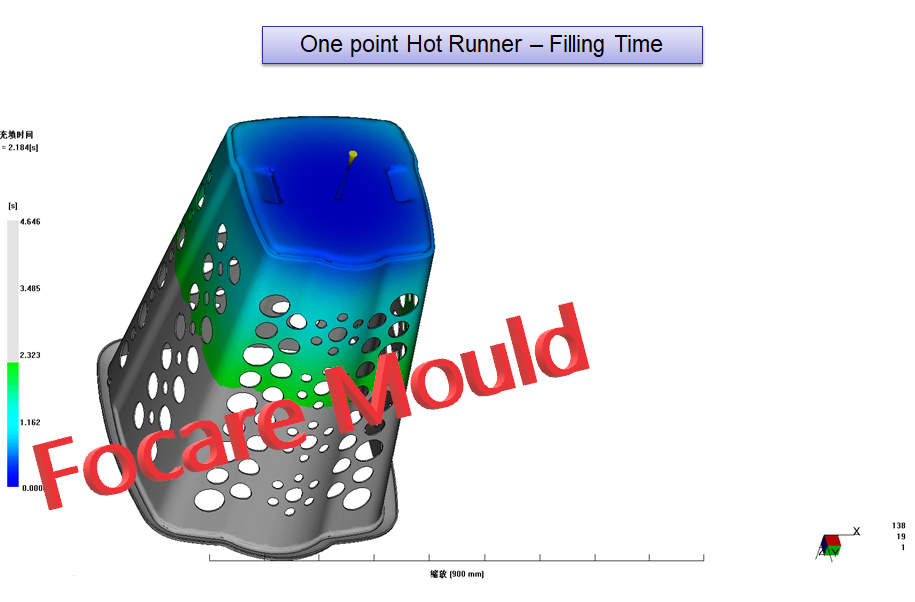
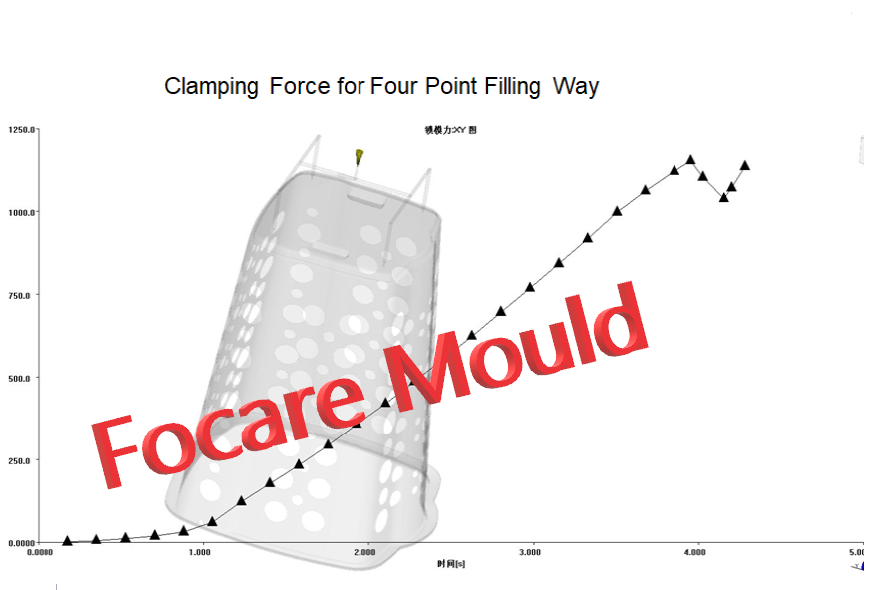
A altura do balde de roupa é muito alta, cuja pressão de injeção no molde é muito alta. Portanto, é necessário que a máquina de moldagem por injeção de maior tonelagem produza maior força de aperto e maior curso de abertura.
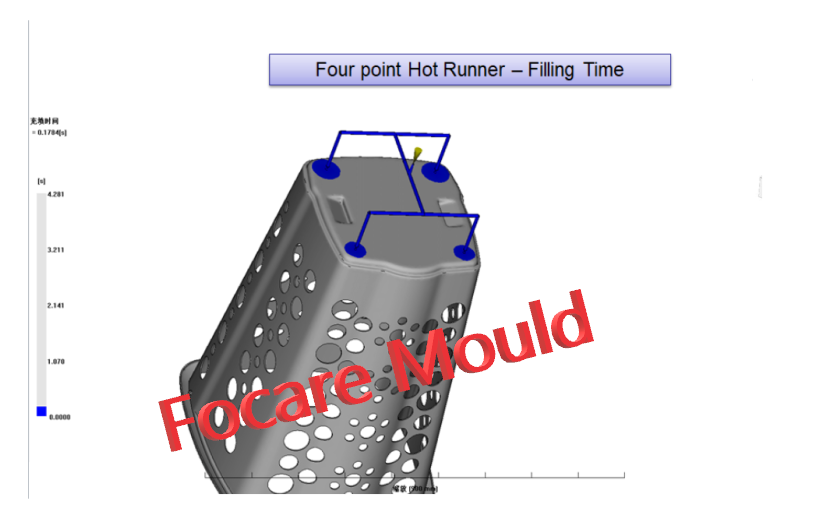
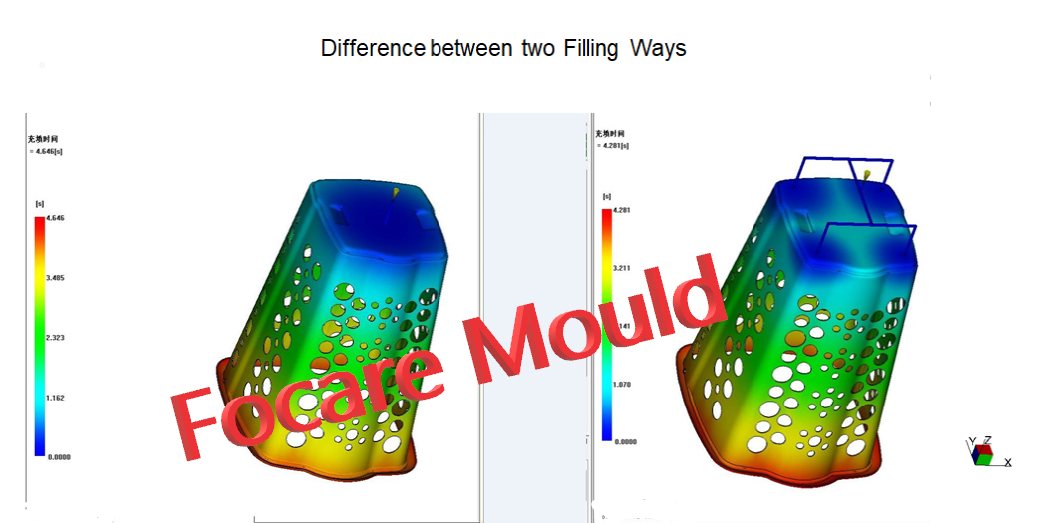
Para reduzir e equilibrar a pressão de injeção no molde, é melhor ter 2 ou 4 portas de injeção no design do molde.
Os pontos principais do design do portão podem ser resumidos da seguinte forma:
1. O portão é aberto em uma seção espessa da peça de plástico, de modo que o material fundido flua da seção de material espesso para a seção fina para garantir o preenchimento completo;
2. A escolha da localização do portão deve minimizar o processo de enchimento de plástico para reduzir a perda de pressão;
3. A escolha da localização do portão deve ser benéfica para eliminar o ar na cavidade;
4. O portão não deve liberar o derretimento diretamente para dentro da cavidade, caso contrário ele gerará um fluxo de turbilhão, deixando traços de rotação na parte plástica, especialmente o portão estreito é mais propenso a tais defeitos;
5. A escolha da localização do portão deve impedir a formação de linhas de costura na superfície plástica, especialmente nas peças de plástico cilíndricas ou em anel, o poço frio deve ser adicionado na fundição da superfície do portão. ;
6. A posição da porta do molde de injeção com o núcleo alongado deve estar longe do núcleo de formação, para que o núcleo de formação não seja deformado pelo fluxo;
7. Ao formar peças plásticas grandes ou planas, os portões duplos podem ser usados para evitar deformações, deformações e falta de material;
8. O portão deve ser aberto o mais longe possível, sem afetar a aparência da peça de plástico, como a parte inferior da borda;
9. O tamanho do portão depende do tamanho, forma e propriedades plásticas da peça plástica;
10. Ao projetar moldes de injeção de múltiplas cavidades, considere o equilíbrio dos canais de fluxo para considerar o equilíbrio dos portões e tente fazer com que os materiais fundidos sejam carregados uniformemente ao mesmo tempo.

O portão, também conhecido como entrada de alimentação, é a passagem que conecta o corredor dividido ao derretimento da cavidade. A escolha adequada dos portões está diretamente relacionada à questão de saber se os produtos moldados por injeção podem ser moldados por injeção de boa qualidade e alta qualidade. O design do portão inclui a determinação da forma e tamanho da seção do portão e a escolha do local do portão.
O tempo necessário para o metal fundido começar a entrar na cavidade a ser preenchida é chamado de tempo de preenchimento. O tempo de enchimento da fundição em liga de alumínio é: 0.01S ~ 0.1S. O princípio de seleção para o tempo de preenchimento é:
(1) Se a temperatura de fundição da liga for alta, o tempo de enchimento deve ser maior;
(2) Se a temperatura do molde é alta, o tempo de enchimento é maior;
(3) Se a parte de paredes espessas estiver longe da porta interna, o tempo de preenchimento deve ser maior;
(4) Ligas com alto calor de fusão, o tempo de enchimento deve ser maior;
(5) Quando o efeito de exaustão é ruim, o tempo de enchimento deve ser maior.
A posição do portão desempenha um papel decisivo na forma da frente do fluxo de fusão e no efeito da pressão de retenção e, portanto, determina a resistência e outras propriedades do artigo moldado por injeção. Para os fatores que afetam a localização do portão, incluindo forma, tamanho, espessura da parede, precisão dimensional, qualidade da aparência e propriedades mecânicas do produto, etc.










