
- casa
- >
- produtos
- >
- Modelagem por injecção plástica da cadeira & da tabela
- >
- Cadeira de jantar plástica de malha leve com injeção assistida a gás



Cadeira de jantar plástica de malha leve com injeção assistida a gás
Marca :Focare
A Origem do Produto :China
O tempo de entrega :60 dias
A capacidade de abastecimento :500 moldes por ano
As vantagens dos moldes de injeção assistida a gás:
1. Economize matérias-primas, aumente a taxa de utilização de plástico em até 50%, reduza o ciclo de moldagem e melhore o desempenho.
2. Pode reduzir a pressão do molde em 60%, uniformizar o tamanho da peça e melhorar o encolhimento e a deformação.
3. Reduza a pressão de trabalho do sistema de injeção e do sistema de fixação da máquina de injeção, para que o molde seja adequado para máquinas menores e reduza o consumo de energia.
4. Os requisitos para o sistema da máquina de moldagem por injeção são relativamente simples e não existem requisitos especiais para matérias-primas.
As vantagens dos moldes de injeção assistida por gás são as seguintes:
1. Economize matérias-primas, aumente a taxa de utilização de plástico em até 50%, reduza o ciclo de moldagem e melhore o desempenho.
2. Pode reduzir a pressão do molde em 60%, uniformizar o tamanho da peça e melhorar o encolhimento e a deformação.
3. Reduza a pressão de trabalho do sistema de injeção e do sistema de fixação da máquina de injeção, para que o molde seja adequado para máquinas menores e reduza o consumo de energia.
4. Os requisitos para o sistema da máquina de moldagem por injeção são relativamente simples e não existem requisitos especiais para matérias-primas.

No entanto, também existem desvantagens. Os requisitos para o molde são altos. No estágio inicial, a viabilidade do ar de admissão deve ser demonstrada repetidamente. A produção posterior é mais complicada do que a moldagem por injeção comum. O pessoal de ajuste deve prestar atenção na coleta de dados relevantes. Na produção, é ajustado repetidamente. Domine as características dos gases inertes.
1. Características do processo assistido por gás
(1) A influência da penetração de gás nos parâmetros do processo deve ser considerada. A penetração primária da moldagem assistida por gás depende principalmente da proporção do volume de plástico derretido na cavidade e é governada pelas leis da mecânica dos fluidos. A penetração secundária ocorre em locais mais espessos e se expande em todas as direções. A influência dos parâmetros do processo na força da penetração do gás é refletida principalmente no comprimento da penetração do gás e na espessura plástica da camada superficial da via aérea. Em geral, pressões mais altas de injeção de gás, temperaturas de fusão mais altas, viscosidade de fusão mais baixa e tempos de atraso de comutação mais curtos resultam em comprimentos de penetração mais curtos e em espessuras de parede das vias aéreas mais finas.
(2) Recomenda-se usar gás de baixa pressão ao encher o molde. Quando a pressão é mantida, a pressão é compensada pelo encolhimento. A razão é que algum gás será dissolvido na camada limite onde o derretimento está em contato com o gás. Se o plástico não for totalmente solidificado após a manutenção da pressão, ela será reduzida. Esses gases incharão, causando bolhas de ar na superfície interna das vias aéreas. Quanto maior a pressão do gás durante o enchimento, mais gás é dissolvido na camada limite do fundido e mais forte é o efeito de expansão do gás após a manutenção da pressão.
(3) Deve-se tomar cuidado para evitar turbulência excessiva e causar ampla expansão de gás na superfície interna das vias aéreas.
(4) Esforços devem ser feitos para evitar a injeção, porque o derretimento se sobrepõe e liberta o resfriamento da superfície no caso de jateamento, e o gás sopra através da superfície do derretimento quando penetra na primeira sobreposição em um derretimento não uniforme. Causa falha na moldagem. É possível encher a cavidade na direção da gravidade reversa e começar a encher na parte mais fina do produto para evitar a pulverização.
(5) No tempo de comutação em que a injeção de gás não foi iniciada antes do final da injeção de fusão, tente evitar uma grande alteração na taxa de fluxo de fusão, pois essa alteração causará alterações na linha de histerese e brilho na superfície do produto.
(6) Quantidade e precisão do material: O núcleo do processo real assistido por gás é a quantidade de material, a quantidade de material e a precisão da máquina de moldagem por injeção, que afetará o efeito e a estabilidade do processo assistido a gás. O motivo é: quando a cavidade do molde é preenchida com plástico, é difícil para o gás formar uma cavidade dentro do plástico. Somente no estado de falta de material, a posição da cavidade do ar é deixada. Quando o gás é injetado na cavidade, o plástico predefinido é todo. A cavidade inteira é preenchida pela expansão do gás interno. Portanto, a quantidade de material está diretamente relacionada ao efeito de moldagem do processo assistido a gás, e o erro de precisão da máquina de plástico está relacionado à estabilidade do processo assistido a gás. A moldagem por injeção assistida a gás não garante necessariamente que todo o plástico seja injetado na cavidade.

2. Método de ajuste de processo assistido por gás
Quando o processo assistido a gás é ajustado, é recomendável ajustar de acordo na seguinte ordem:
(1) No caso de nenhuma injeção de gás, primeiro encha o produto e observe o estado do fluxo do plástico e o estado do molde;
(2) Reduza gradualmente a quantidade de material, observe a média de distribuição de cada fluxo da porta quando o material estiver faltando e tente garantir a simetria do fluxo do molde;
(3) O processo geral assistido por gás geralmente usa injeção de gás em dois ou três estágios. A pressão da peça de parede fina é adequada para injeção de gás de alta pressão de 2500 a 4000 psi e o produto em forma de parede ou haste grossa é adequado para injeção de gás de baixa pressão de 1000 a 2500 psi.
(4) Quando a falta de material atinge cerca de 90%, a injeção de gás é iniciada. Se ainda houver retração no produto, é recomendável reduzir a quantidade de material adequadamente até que o produto não esteja cheio e, em seguida, adicione a quantidade ao estado completo.
(5) Ajuste a pressão do gás adequadamente, e o tempo de retenção do gás e o atraso de partida estão em um estado adequado.
(6) No modo de admissão dos bicos, certifique-se de usar a sede reversa para escapar.
(7) No modo de entrada de ar, é importante prestar atenção se o escape da agulha de ar está desobstruído. Se o escape não for suave, ele precisará ser limpo a tempo.
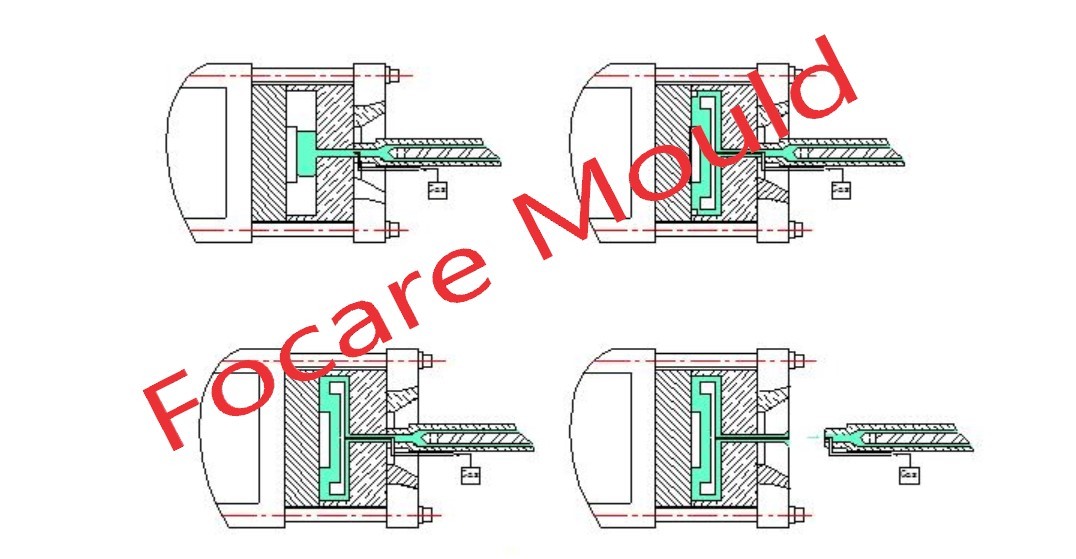
3. O processo de moldagem por injeção assistida por gás pode ser dividido em quatro fases:
A primeira etapa da moldagem por injeção assistida a gás: injeção plástica. O fundido entra na cavidade e encontra uma parede do molde com temperatura mais baixa para formar uma camada solidificada mais fina.
Segundo estágio da moldagem por injeção assistida a gás: incidente com gás. O gás inerte entra no plástico fundido, empurrando o plástico não solidificado para dentro da cavidade que ainda não está cheia.
O terceiro estágio da moldagem por injeção assistida por gás: o fim da injeção de gás. O gás continua a empurrar o fluxo de plástico derretido até que o derretimento preencha toda a cavidade.
A quarta etapa da moldagem por injeção assistida a gás: pressão de retenção de gás. Sob pressão, o gás na passagem de ar comprime o derretido e alimenta para garantir a aparência da peça.










